Les accessoires
Chez CYFAC, la créativité ne s’arrête pas uniquement à la création de cadre acier et carbone.
Nous avons à cœur de proposer de nombreux accessoires pour compléter vos vélos et répondre à vos besoins et votre pratique.
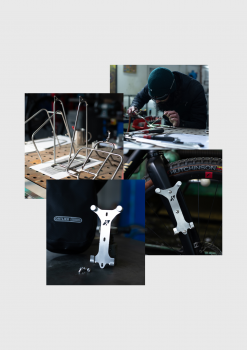
PORTE-BAGAGES
Porte-bagage ou porte paquet sans surbaisse en acier epoxy noir – 280€
Porte-bagage ou porte paquet sans surbaisse en inox – 370€
Porte-bagage ou porte paquet avec surbaisse en acier epoxy noir – 450€
Porte-bagage ou porte paquet avec surbaisse en inox – 550€
Kit complet avec surbaisse en acier epoxy noir – 750€
Kit complet avec surbaisse en inox – 990€
SUPPORT POUR BAGAGERIE
Support de fourche en inox pour Fork-Pack ORTLIEB – 44.95€